-
 Produits
Produits
Meilleure perceuse à colonne professionnelle : notre Top 5 Optimum

Choisir une perceuse à colonne professionnelle revient à arbitrer entre rigidité du bâti, précision de la broche, capacité d’usinage et type d’alimentation (230 V monophasé ou 400 V triphasé). La perceuse d’établi compacte pour la maintenance légère et la perceuse-fraiseuse polyvalente pour l’usinage intensif ne couvrent pas du tout le même cahier des charges. Mécaniciens, métalleries, services techniques municipaux, lycées techniques (CAP Mécanicien, Bac Pro MEI, BTS CRSA), CFA et chaudronneries y trouvent une réponse adaptée. La marque allemande Optimum, proposée par Optimachines, couvre tout le spectre professionnel avec cinq modèles phares. Ce comparatif présente leurs caractéristiques techniques, leurs cas d’usage, les critères de choix (capacité de perçage S235JR, course de broche, cône Morse, plages de vitesses) et la conformité réglementaire imposée en milieu pro.
Top 5 des perceuses à colonne professionnelles Optimum : tableau comparatif
Cinq perceuses, cinq cas d’usage couverts, de la perceuse d’établi 230 V à la perceuse-fraiseuse polyvalente 400 V. La grille ci-dessous croise les paramètres qui décident vraiment du choix : la capacité de perçage dans l’acier doux, le type d’alimentation, la plage de vitesses utile et le poids du bâti, qui conditionne la tenue sous charge.
| DQ 14 | 3191040 | Établi | 14 mm | 230 V mono | 520-2 300 tr/min | B16 / CM 2 | 20 kg |
| D 26 Pro | 3003030 | Colonne sur socle | 25 mm | 400 V tri | 200-2 440 tr/min | CM 3 | 85 kg |
| B 28 H | 3020283 | Colonne sur socle | 28 mm | 400 V tri | 120-4 000 tr/min | CM 3 | 142 kg |
| DP 26-VF | 3020675F | Colonne Vario | 25 mm | 400 V tri | 60-3 050 tr/min | CM 3 | 124 kg |
| DH 40 CTP | 3034352 | Perceuse-fraiseuse | 32 mm | 400 V tri | 95-3 200 tr/min | CM 4 | 370 kg |
Verdict express : la DQ 14 gagne sur l’atelier mobile en 230 V, la D 26 Pro démarre un atelier triphasé à coût maîtrisé, la B 28 H encaisse la production en cycles continus, la DP 26-VF apporte le taraudage automatique pour la précision, la DH 40 CTP ajoute le fraisage en bout et le taraudage automatique sur une perceuse à colonne lourde.
Optimum DQ 14 : la meilleure perceuse d’établi compacte pour petit atelier
20 kg, moteur 0,35 kW en 230 V monophasé : la perceuse d’établi Optimum DQ 14 s’installe sur n’importe quel plan de travail, sans installation triphasée préalable. Capacité 14 mm dans l’acier S235JR, course de broche 65 mm, distance broche-table 330 mm. Broche montée sur roulements à billes avec concentricité sous 0,03 mm, ce qui suffit largement pour les perçages de maintenance et les avant-trous calibrés. La transmission par courroies crantées GATES élimine les pertes par glissement qu’on a en poulies trapézoïdales classiques. La plage de vitesses va de 520 à 2 300 tr/min, suffisante pour percer l’acier doux et l’alu en petits diamètres. Table en fonte grise avec rainures en T pour brider directement la pièce ou monter un étau Optimum BME 85. Cible : ateliers de maintenance légère, services techniques municipaux, espaces de travail restreints, monteurs itinérants.

Optimum D 26 Pro : le meilleur rapport qualité-prix en entrée de gamme triphasée
Le passage au 400 V triphasé change vraiment le comportement de la machine sur les diamètres moyens. Moteur 0,75 kW, capacité de perçage 25 mm dans l’acier, concentricité sous 0,02 mm : la perceuse à colonne Optimum D 26 Pro tient la précision géométrique attendue en atelier pro sans monter le prix au-delà du raisonnable. La plage de vitesses 200 à 2 440 tr/min se règle via poulies aluminium usinées sur arbre de broche cannelé, ce qui supprime le bruit aigu typique des broches mal alignées. Le panneau de commande en 24 V DC intègre un tachymètre digital et une jauge numérique de profondeur dans le carter de protection. Cône broche CM 3 pour les forets à queue conique directs, table inclinable et orientable, distance broche-table maxi 720 mm. 85 kg sur le socle. Cible : artisans, lycées techniques, services d’entretien, ateliers de réparation polyvalents.

Optimum B 28 H : la meilleure perceuse à colonne pour atelier intensif fixe
Colonne en acier Ø 92 mm, socle massif renforcé à l’arrière, 142 kg sur l’embase : la perceuse à colonne Optimum B 28 H tient la pénétration forcée sans résonance, même en perçage de plein de 28 mm dans l’acier. Le moteur 0,85 kW entraîne la broche via une transmission à 16 vitesses étagées, de 120 à 4 000 tr/min. La plage couvre tous les métaux courants, des aciers alliés aux plastiques techniques durs. Cône broche CM 3 : les forets hélicoïdaux à queue conique se montent directement sans mandrin intermédiaire, ce qui rigidifie la ligne d’arbre et réduit le voile sur les gros diamètres. La table pivote à 360° autour de la colonne, dimensions 340 × 360 mm, distance broche-table maxi 860 mm pour passer des pièces hautes ou des montages avec étau et porte-foret. Cible : usines de fabrication, ateliers de serrurerie lourde, centres de maintenance industrielle en cycles continus.

Optimum DP 26-VF : la meilleure avec variateur Vario et taraudage automatique
Variateur électronique Siemens en façade : la perceuse à colonne Optimum DP 26-VF 400 V règle la vitesse de broche de 60 à 3 050 tr/min en continu, sans arrêter la rotation. C’est ce qui fait la différence sur les passes longues : on adapte la vitesse en temps réel à la dureté du matériau ou à l’usure du foret, sans devoir changer de niveau de poulie. La fonction taraudage automatique inverse le sens de rotation dès que la profondeur programmée est atteinte sur la jauge digitale, ce qui supprime la manipulation à la main et préserve les filets sur les séries. Lampe LED de travail intégrée, panneau de commande étanche 24 V DC, arrêt d’urgence coup de poing déporté. Capacité 25 mm acier, course de broche 95 mm, distance broche-table 770 mm, cône CM 3, 124 kg, 400 V triphasé. Cible : mécanique générale de précision, ateliers haut de gamme, prototypage, R&D.

Optimum DH 40 CTP : la meilleure perceuse-fraiseuse polyvalente à capacité étendue
370 kg de fonte : la perceuse à colonne Optimum DH 40 CTP absorbe les efforts de coupe axiaux et transversaux qu’on n’envisage pas sur une perceuse à colonne classique. Capacité de perçage 32 mm dans l’acier S235JR (25 mm en continu), surfaçage jusqu’à Ø 76 mm et fraisage en bout jusqu’à Ø 25 mm. La boîte de vitesses mécanique à 12 rapports (2 × 6) est entraînée par un moteur bi-vitesses 1,1 / 1,5 kW en 400 V triphasé, de 95 à 3 200 tr/min. Cône broche CM 4 pour les outils de grande capacité, taraudage jusqu’à M 16 avec descente de broche automatique. La tête inclinable à ±45° et orientable à 360° autour de la colonne garde la perpendicularité en travail incliné. Table croisée 730 × 210 mm à courses manuelles (X 480 mm, Y 180 mm) : les opérations de surfaçage et de fraisage en bout deviennent possibles sur la même machine. Cible : ateliers de prototypage, chantiers de réparation navale ou agricole, R&D, polyvalence d’atelier mixte perçage-fraisage.

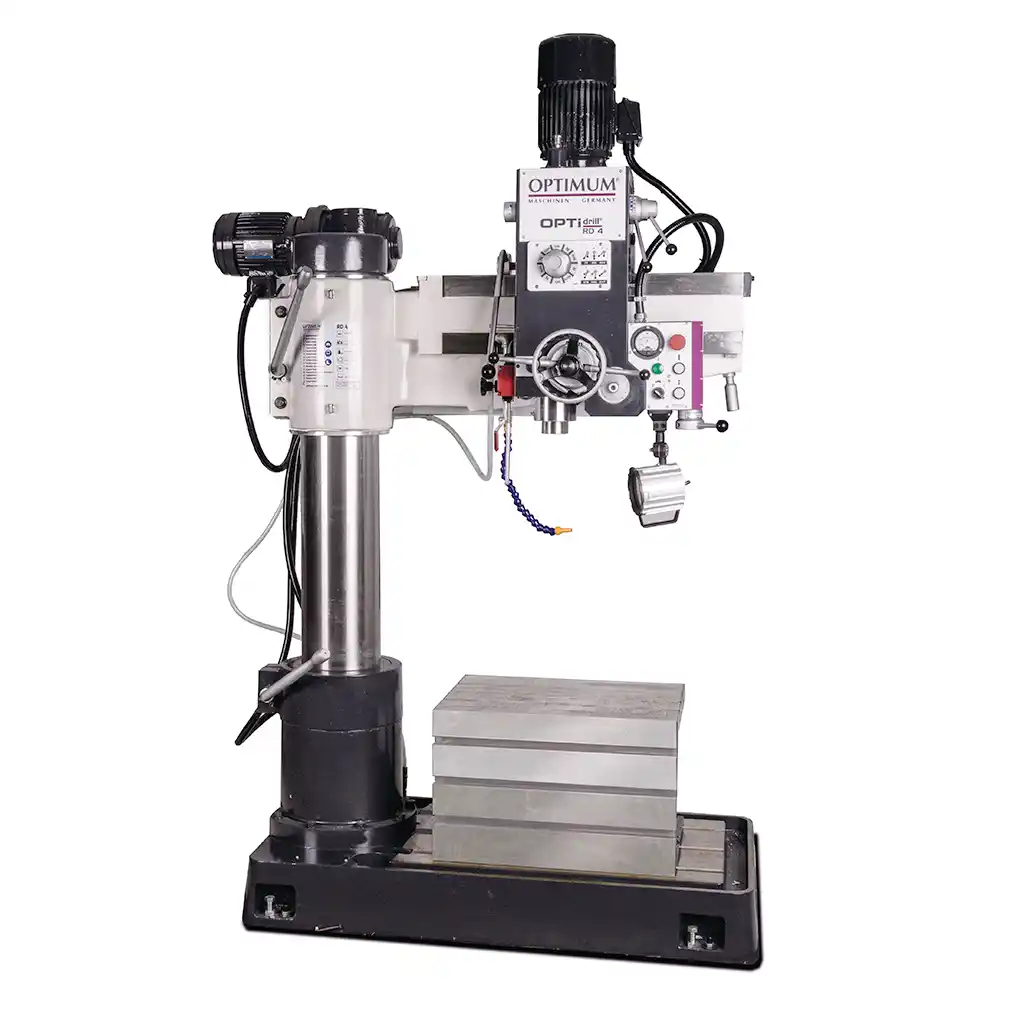
Perceuse radial Optimum RD 4
Mention bonus pour les chaudronneries et les constructions métalliques qui doivent percer des pièces lourdes hors gabarit : la perceuse radiale Optimum RD 4 (1 120 kg, col de cygne réglable 310-750 mm, arrosage centralisé) reste la référence industrielle quand la pièce ne peut pas venir sous la broche.
Critères techniques pour bien choisir sa perceuse à colonne professionnelle
Capacité de perçage dans l’acier S235JR. La capacité maxi annoncée se réfère à un acier doux de construction (résistance ~410 MPa). Règle de l’art en atelier : on ne dépasse pas 80 % de la capacité nominale en usage courant. Au-delà, la pignonnerie surchauffe et le moteur se met en sécurité. Un Ø 25 mm sur D 26 Pro reste donc raisonnable jusqu’à 20 mm en série.
Géométrie de l’espace de travail. Trois cotes décident de ce qu’on peut bridder. La course de broche (mm) donne la profondeur de pénétration axiale en une passe sans bouger la table. La distance broche-colonne, ou col de cygne, fixe le rayon maxi d’une pièce circulaire percée en son centre. La distance broche-table conditionne la hauteur disponible pour la pièce, l’étau et le porte-foret cumulés.
Plages de vitesses et vitesse de coupe. La vitesse de broche se déduit du diamètre du foret et du matériau par la formule N = (1 000 × Vc) / (π × d), avec Vc en m/min. Pour des forets HSS, la vitesse de coupe recommandée est de 30 m/min sur acier doux S235JR, 15 m/min sur inox 304L et 316L, 25 m/min sur fonte grise, 80 m/min sur aluminium et alliages. Vitesse trop haute : le foret perd sa dureté par échauffement. Vitesse trop basse : le copeau ne se forme pas, l’arête casse en surcharge.
Variateur électronique ou poulies-courroies. Les poulies trapézoïdales sont robustes et simples à entretenir, mais elles imposent un arrêt machine pour changer de niveau. Le variateur Siemens règle la vitesse en continu sans couper la broche : un gain de temps sur les passes mixtes et l’optimisation de chaque diamètre. Sur des séries longues, le gain de productivité paie la différence de prix.
Cône de broche (CM 2 / CM 3 / CM 4). Le cône Morse est un système d’auto-coincement géométrique normalisé. Il reçoit les forets à queue conique directement (gros diamètres, rigidité maximale) ou un mandrin porte-foret pour les forets à queue cylindrique. Plus le cône est grand, plus la capacité monte.
Alimentation 230 V mono ou 400 V triphasé. Le 230 V mono couvre les moteurs sous 1 kW, parfait pour les ateliers légers et les postes mobiles. Le 400 V triphasé garde un couple constant dès les bas régimes et tient sans faiblir en usage industriel continu. Sur les perçages de gros diamètre, c’est le triphasé qui empêche la chute de tension.
Type de mandrin. Le mandrin à clé serre les forets à la crémaillère, avec une puissance de serrage maximale qu’on retrouve en perçage de métaux très durs. Le mandrin auto-serrant Premium se verrouille à la main par rotation de bague, idéal pour les postes à changements d’outils fréquents. Concentricité excellente sur les deux types à condition de respecter le cône d’emmanchement.
Bâti. La fonte grise rectifiée à forte épaisseur amortit mieux que la tôle d’acier soudée, grâce à sa structure en graphite lamellaire qui absorbe les vibrations haute fréquence. C’est ce qui préserve la géométrie du bâti dans le temps et qui protège l’arête des forets carbure.
Table inclinable et orientable. Inclinaison à ±45° et rotation 360° autour de la colonne : on perce des trous obliques, on chanfreine, on aligne des séries angulaires sans démonter la pièce. Présent en standard sur D 26 Pro, B 28 H et DP 26-VF.
Sécurité, conformité et obligations réglementaires
La norme NF EN ISO 16089 fixe les exigences de sécurité des machines stationnaires de perçage : carter de protection de broche, arrêt d’urgence, écran de protection, bobine à manque de tension. Les articles R.4324-1 à R.4324-23 du Code du travail imposent à l’employeur le maintien en conformité de toutes les machines-outils, avec inspection périodique par personne compétente.
Quatre dispositifs de sécurité active sont obligatoires sur une perceuse à colonne en activité : carter de protection du mandrin asservi électriquement (écran transparent réglable avec microcontact qui coupe le moteur à l’ouverture), arrêt d’urgence coup de poing à verrouillage mécanique (interdit le redémarrage involontaire), bobine à manque de tension (pas de redémarrage automatique après coupure réseau), carter de protection des poulies à contacteur.
Le port de gants est formellement interdit au titre de l’obligation générale de sécurité de l’employeur (article L.4121-1 du Code du travail), rappelée par la fiche repère INRS n°8 et la norme NF EN ISO 13857 sur les distances de sécurité aux organes en mouvement. La règle est absolue : le mouvement rotatif du mandrin, de la broche ou des goujures hélicoïdales du foret crée un risque d’enroulement mécanique instantané. Le frottement d’un gant entraîne immédiatement la main et le bras de l’opérateur. Les conséquences sont graves et fréquentes : arrachements, fractures multi-fragmentaires, amputations. Usinage mains nues obligatoire, manches ajustées, cheveux longs attachés. Lunettes de sécurité EN 166 et chaussures renforcées obligatoires en revanche.
Les brouillards d’huile de coupe sont encadrés par les VLEP de l’INRS : 0,5 mg/m³ sur 8 h pour les émulsions aqueuses, 1,0 mg/m³ pour les huiles entières. Aspiration localisée ou carter de captage recommandés en perçage lubrifié intensif. En milieu scolaire, la norme NF D62-040 s’applique au mobilier de support et au calage des perceuses dans les ateliers pédagogiques.
Quelle huile de coupe choisir pour le perçage
Lubrifier en perçage sert à quatre choses : refroidir l’arête de coupe, évacuer le copeau le long des goujures hélicoïdales, améliorer l’état de surface du trou et prolonger la durée de vie du foret. Sans fluide, le foret HSS bleuit sous l’effort, perd sa dureté et finit par casser au démarrage de la passe suivante.
Deux familles couvrent les besoins d’atelier. Les émulsions solubles (eau plus concentré huile, dosées de 5 à 12 %) ont un pouvoir de refroidissement thermique maximal, à privilégier sur les perçages rapides en production. Les huiles entières (minérales ou synthétiques pures) ont un pouvoir lubrifiant supérieur, indispensable en taraudage, alésage et perçage des métaux très durs.
Le choix se fait selon la nuance usinée :
| Matériau | Fluide recommandé | Dilution |
|---|---|---|
| Acier doux S235JR | Émulsion soluble standard | 5 à 8 % |
| Inox 304L / 316L | Émulsion EP soufrée ou huile entière | 8 à 12 % |
| Aluminium et alliages | Émulsion fluide sans chlorés ou kérosène | 5 à 6 % |
| Fonte grise | À sec ou émulsion synthétique faible mousse | 4 à 10 % |
| Laiton / bronze | À sec ou micro-pulvérisation d’huile végétale | — |
| Magnésium | Huile minérale neutre (eau interdite, risque explosion) | — |
Cas particulier : le magnésium libère de l’hydrogène au contact de l’eau, ce qui crée un risque d’explosion. Aucune émulsion aqueuse ne doit toucher la pièce. Huile minérale neutre uniquement, et aspiration certifiée ATEX dans l’environnement de coupe.
Trois modes d’application couvrent les cas concrets. Le pinceau ou la burette suffisent en perçage unitaire ou faible épaisseur. L’arrosage centralisé (pompe intégrée, buse orientable, circuit de filtration) équipe en série la perceuse radiale Optimum RD 4. La micro-lubrification MQL vaporise une huile entière dans un flux d’air comprimé, ce qui élimine les volumes d’effluents à traiter.
Le catalogue huile de coupe Optimachines couvre les principaux usages : Igol Usinov 2675 (5 L) en soluble métaux ferreux et non ferreux, Igol Usinov 1380 (5 L) en émulsionnable faible moussage pour la rectification et l’usinage général, Metallkraft AQUACUT B Pro (5 L) pour le sciage et le perçage léger, Émulsion Optimum 3.9 (10 L) pour l’usinage normal à lourd des inox au chrome-nickel et des alliages d’aluminium.